之前介紹過的CP值超高的低價樂器公司P牌的代理商官方部落格,其實有很多很有趣的專題報導,看了以後會覺得:啊,這真的是電商的極致了!
其中有一篇(正確來說是分成上下兩篇),是來介紹曾經引起一陣子小小風潮的F社合成片的生產工廠,內容非常有趣,我就來簡單整理一下。
原文網址如下:
https://www.soundhouse.co.jp/contents/staff-blog/index?post=1094
===
在參觀工廠之前,先來整理一下合成簧片和天然蘆葦簧片的比較與合成簧片的優點:
耐久性:較不會因為濕度而發生形狀的變化,所以一片簧片可以使用很久。雖說根據使用頻率其壽命會有些不同,但大致根據印象來說,天然簧片的壽命是以週為單位,而合成簧片的壽命則是以數個月為單位,應該是比較容易讓人明白其壽命差距。而且因為合成簧片不吸水,而可以用水清洗,相對比較衛生清潔。
個體差比較小:相對於買一盒天然簧片十片中能否挑中一片的不安感,合成簧片的個體偏差比較小。
不用先濕潤就能吹:這樣可以很容易在戶外演出或是縮短準備演奏的時間。
在這樣的優點之中,Forestone公司的合成簧片還有以下的特徵:
竹纖維之配合:在PP(聚丙烯,常用寶特瓶材料)中加入日本國產的竹纖維,可以實現更接近天然簧片的音色。(譯註:其實並沒有接近XD)
使用模具射出成形的生產方式:這種在日本才可能達成的製造方法,可以做出簧片尖端薄到僅有0.1mm厚度。
*一般的合成簧片都是用(CNC)切削的方式來製造的。簧片的正反面上施以特殊加工:如此可以實現更加接近天然簧片的吹奏感。
可以自行加工簧片:這是因為材質與製造方法的特徵,所以可以在這種合成簧片上使用簧片刀來削出想要的輪廓,也可以自行根據自己的喜好切掉簧片尖端來加工使其變厚。
在認識清楚合成簧片的特徵後,接下來就要帶大家去參觀工廠囉!
因此我們去到了櫔木縣足立市,看到了渡良瀨川河水流過。完全可以感受到Forestone公司的協力廠的那種日本引以為傲的鄉鎮工廠的氣氛。
這家工廠擁有長達五十年塑膠零件模具的製作經驗,而於2007年開始參與合成簧片的開發。雖然不能給大家看照片,但這家公司除了合成簧片以外,也生產很多各式各樣的塑膠產品。
接下來馬上就帶大家去看設出成型的製造現場。
說到Forestone的簧片,就會想到從竹子而來的纖維素(Cellulose)。
(下圖就是含有竹纖維的塑膠粒=塑膠成型的原料)

纖維的含有率越高,顏色就會越接近咖啡色,簧片的強度也會越強。
標準狀態所製成的簧片是Traditional Model。
在Traditional Model中再加入碳素材(碳纖維)來增強韌性的則是Blackbamboo Model。
甚至也有不加入碳纖維而是加入色粉的簧片。好比說在歐洲著名樂器電商網站Thomann上推出的產品Monster Reed(如下圖)。
竟然是綠色!!!

為了讓含水率較高的竹纖維容易加工,所以生產之前要先把竹纖維拿去做2~3小時的乾燥處理。(譯註:其實一般的塑膠料在成形之前也會烘乾)

再來才是把塑膠料注入模具之中。(譯註:下圖就是成形機,塑膠料會被加入圖中類似漏斗的金屬槽中)

要找出竹纖維和PP粒子順利熔解的溫度與灌入模具的適當壓力,可是要費相當大的心力。

此外還要準備好給不同樂器使用、好比說中音薩氏管的Filed Cut(French Cut)、中音薩氏管的Unfiled Cut(American Cut)等種種不同切法的模具。
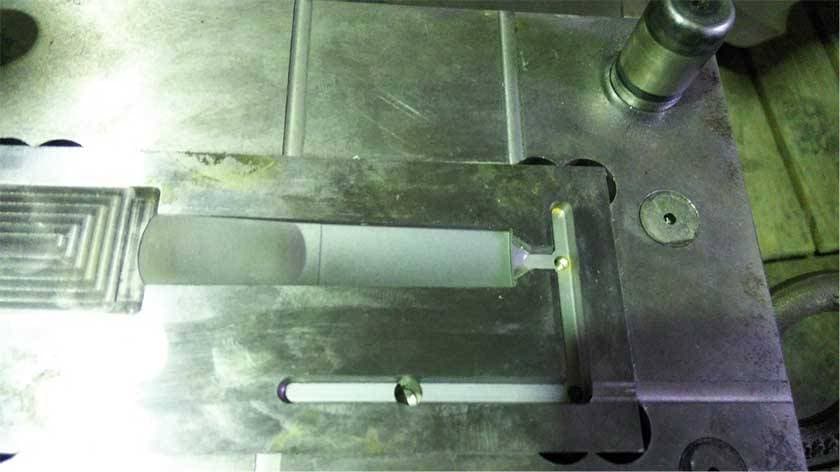
*底下的照片是Filed Cut(French Cut)的模具。(譯註:可以看出這是從簧片尾部灌入塑膠、前端做排氣的模具設計。從流道平衡的觀點來看,雖然模具沒有全部拍出來,應該可以推測這是一模至少兩穴的模具)
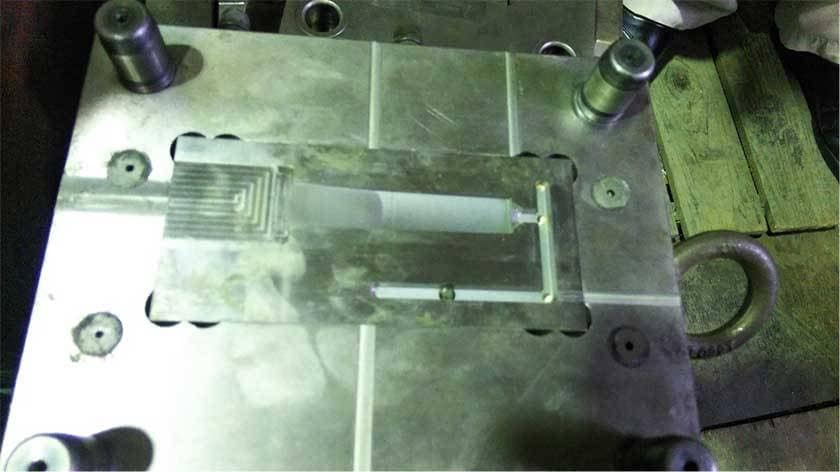
如前所述Forestone的簧片會因為纖維的混合率而改變簧片的強度,所以每一種簧片都只有一個專用的模具。
把這些專用的模具裝入機器(成形機)中、灌入塑膠料成形的過程,就是專門術語所說的塑膠射出成形。
(下圖就是射出成形後的完成品)

剛生產出來的簧片,是稍稍有點熱的狀態。
合成簧片有很多是使用(CNC=電腦數位控制加工)切削的方式製造出來的,但Forestone卻是使用射出成形的方式做出尖端只有0.1mm厚度的水準。
另外在上圖之中,可以看到成品像塑膠模型一樣,旁邊會帶有像是框架一樣的流道(或澆道=Runner)。
等到簧片完全冷卻之後,再使用斜口鉗小心地把流道切掉即可。
最後再進行印刷後,簧片就完成了....才怪(笑)
如果就這樣放置的話,簧片會因為材料冷卻的關係產生歪斜變形的問題。
所以之後還要為了能提升與吹嘴的配合性與吹奏感,所以必須進行下一個階段的加工。
其中第一個加工程序是研磨底面的平面。
如果是天然的簧片,底面也會多少有些不平,但這樣的平整度會因為被束圈緊壓而漸漸往適合吹嘴的方向改變形狀;但Forestone簧片的根部是硬的而不容易彎曲,而使得接觸吹嘴的底面不會發生變形,所以需要修整底面。
下圖就是極端改變底面外觀的例子。應該可以看出沒有光澤、被切削過之處的面積差異所在吧。

在製造中,到這裡為止都不會產生誤差,請大家安心(笑)。
接下來是噴砂處理(Blast)。

簡單來說,就是一種製造出凹凸坑洞的處理。Forestone全系列簧片的背面,都會進行噴砂處理。這是為了使簧片更能貼合表面上有微小凹凸形狀的吹嘴的緣故。
簧片的表面也會施加Hinoki(檜木)、WhiteBamboo、BlackBamboo等雙層噴砂處理,使其變得有類似蘆葦一樣的粗糙感,含入嘴中的感覺會變好,也能增加表面積而產生更多泛音。
表面不加上噴砂處理的狀態雖說有其優缺點,但口感會太光滑而且泛音也比較少。所以光是加上這個噴砂處理使得表面變成霧狀,就能造成不同的發聲效果,也是非常驚人之事。
最後則是退火處理(Annealing)。(如下圖)

這是為了去除材料加工時產生的內應力,而使產品狀態穩定的處理。這是把做完噴砂處裡的簧片拿去重新加熱、再放置一段時間冷卻的過程。
最後才把所有加工完成後的簧片從工廠送去Forestone總公司。然後由專門員工以目視進行底下的檢測:
簧片前端是否有變形或破損?
底面研磨是否足夠?
簧片前端的左右是否平衡?
噴砂加工是否不均勻?
每一個批號也會進行確認吹奏感或發聲狀況是否出現變化而實際吹奏測試。
只有順利完成檢查的簧片,才會裝入簧片夾、封入包裝盒中送到我們的手上。
===
原文的最後是介紹F社各式簧片的特色,算是標準葉佩雯,所以我就略過了。但光是以上的生產加工程序,應該會讓很多不熟悉塑膠成型作業的人有個初步的認識,仍然是一篇很有價值的科普(?)文。
沒有留言:
張貼留言