譯自:埃勒吹奏者的假期
德國簧片製造過程~Arundos公司工作室訪問記
Arundos是這幾年在德國評價很好的簧片公司。受過單簧管專業教育而成為音樂教師的該公司老闆Ossig先生是因為興趣而開始製作簧片,結果越做越順,現在已經成長到一年可以生產一百萬片以上的規模了。將來似乎也打算進行吹嘴開發的Ossig先生很大方地讓我們在他的工作室四處參觀、攝影,所以特別記錄下來。(譯註:這和他的同業很像。不過,這篇是2009年所寫,直到十一年後的2020年,似乎還沒看過A牌的吹嘴就是了...)

Arundos工作室位於科隆東方100公里附近山中的Schladern的城鎮中。照片正前方就是工作室,遠方是主屋。這是具有德國傳統的美麗木造房子。

製作工程(1)
簧片原材是透過兩家木材商社去購買南法產的蘆葦。中國產的蘆葦雖然比較便宜,但材質較差(顏色、密度、精工精度等等)。
這些原材會先在靜置在商社中兩年、然後在Arundos再靜置一年後,才開始加工。不過根據他們的講法,原材放太久也不好。
蘆葦管材彎曲不直的或是顏色不好的,在這個階段就毫不可惜地丟棄了。

製作工程(2)
接著就把管材直立放在一個像是螺旋槳形狀一樣的刀具上,用木槌敲在管材上使其被切成五等分(如照片或底下連結的參考影片)。
但如果像次中音薩氏管這種比較大的簧片,就只切成四等分。

製作工程(3)
接下來就會由女性員工來使用旋轉式鋸子來切出適當的簧片長寬尺寸。

製作工程(4)
這是將簧片底部削平的機器。首先將簧片裝在托盤上,然後再把托盤由外往內送入機器中,然後利用高速旋轉的圓盤式磨刀將簧片底部削平。
這個步驟中除了會產上大量粉塵以外,如果沒有把簧片確實固定在托盤上的話,簧片彈跳出來非常危險,所以機器的四周全面使用壓克力板包覆起來,確保環境清潔與安全。

製造工程(5)
簧片底面磨平後,再抽出托盤。看起來是順利完成了18片簧片底部磨平的作業。

製造工程(6)
這是將簧片前端修薄到某種程度的工具。多這一站的目的顯然是為了減輕下一站工程的刀具負擔吧?這個工具是把桿子往前拉,銳利的刀具就斜向把簧片前端部分削落了。

製造工程(7)
這可以說製作過程中相當於心臟部分的簧片切削機。
在這機器的中央裝有切出簧片原型的模具,然後銳利的刀具就前後左右移動依照模具的形狀切出簧片的輪廓。
這機器就跟複製銘版的雕刻機是同樣的原理,但要求的精度卻更高。
圖中這台機器是一次可以削出兩片簧片來,但Arundos另外也有可以一次削出四片簧片的機器。

製作工程(8)
這可以說是最關鍵的零件,可以說是某一種簧片原型的模具。
為了要開發出這個模具的形狀,簧片公司和合作開發的演奏家可說是注入全身心血來嘗試。而這些模具則是好幾十個收在被Ossig先生稱為寶物庫(Schatzkammer)的金屬箱中。

製作工程(9)
終於進入了修飾的工程了。
這是使用將簧片前端整成圓形的簧片剪,像是蓋章一樣,從上往下壓而切出簧片前端的形狀。(參照以下影片)
這個圓形必須要和吹嘴前端的形狀配合得很好,相信大家應該都明白這樣的重要性吧?

而左邊的簧片最後就會修整成右邊的樣子,這樣簧片就完成了。
Ossig先生好像很開心的樣子!
製造工程(10)
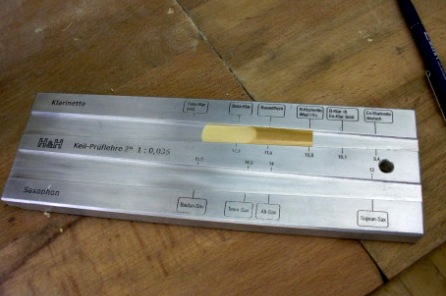
接下來使用圖中的檢具來檢查完成的簧片,看看其長寬等尺寸是否正確。
目前該公司生產的單簧管簧片種類中,有一大堆的德式簧片與兩種維也納式的簧片。

製造工程(11)
接下來每一片簧片都會裝在強度測定器上,然後依照簧片強度分類出2號半、3號、3號半等群組。
看到機器後,我才第一次知道簧片不是用前緣的厚度而是使用簧片前端的強度(抵抗力)來分號數。
該公司的強度數值,雖然是配合Vandoren公司的簧片來訂定,但同一盒的簧片之中,還是有相當程度的厚薄差異的。
這是一台很想讓人買的機器啊!

製造工程(12)
圖中黃色盒子的包裝是Arundos自有品牌的簧片,其實Ossig先生也有幫包含Seggelke在內的幾家公司代工製造簧片,所以簧片完成後會先用雷射雕刻機在簧片背面雕上品牌名稱與強度號數,然後再手工將簧片裝入各品牌的包裝盒中出貨。
參觀完最後的感想是,製作一片簧片可真是要花費不少功夫啊。
參考:
別家的簧片製作影片(FB)
https://www.facebook.com/100007937658552/videos/2738114769796418/
沒有留言:
張貼留言