個人用3D印表機入門(4):
噴嘴和平台間的間隙是關鍵重點!3D印表機的初始設定方法
~本篇是要來介紹Repicator從開箱到測試列印為止的過程與需要注意的重點。射出材料用的噴嘴與平台之間的間隙如果設定不當,就會導致列印造型失敗。
終於要開箱了!
以我這次購買的情況來說,下單訂購Replicator2後的一週左右,東西就送來了。但是現在Replicator2正處於出貨要等八週的狀態,再加上訂購的型號或下單時期的差異,交期可能會變得更長。

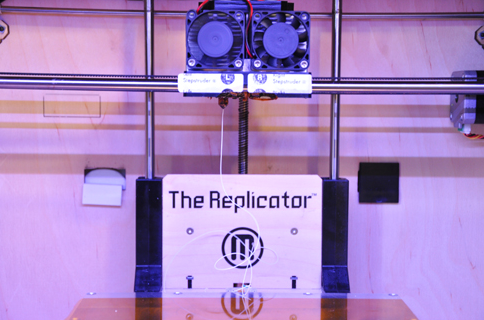
送來時的本體與原料條之包裝

從紙箱取出時的狀態

確認配件是否完整
在紙箱中,外殼內部的空間都被配件給塞滿了,這是為了不要使輸出平台位置偏移而利用配件將其抵住的複雜狀態。至於開箱方法與設置方法的說明書也一起放在其中。
拆箱時請小心不要使內部的桿子或線材受力變形而將本體從紙箱中取出,然後依照開箱手冊的指示將電源線、USB線、原料條(成形材料)等配件取出。
設置的方法
以下是各種Replicator的說明設定影片:
第一步
將從底部建構平台中延伸出來的黑色電線上的夾座鎖在本體內壁底面的孔上。

鎖入夾座
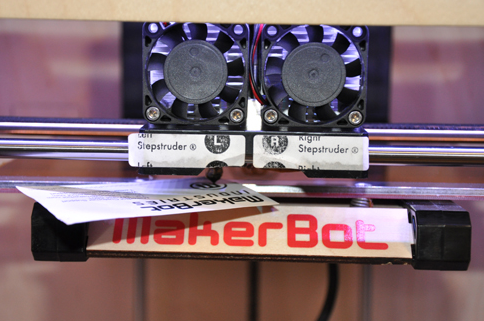
將塑膠射出機構以位於風扇前面的方式,放在組裝於導軌的平台上,再使用附贈的六角扳手將兩側的螺絲鎖上。
組裝塑膠射出機構
再鎖上這兩顆螺絲時,請均等施力、交互鎖上的方式進行。如果沒有鎖得很平均的話,塑膠射出機構與輸出平台之間的平行度就會有問題,而出現印刷品質惡化的可能性。
此外,如果用力過猛的話,就有可能傷到鎖附螺絲的座面,也有可能使螺絲斷裂,所以要特別注意。
第二步
替本體的側面版的腳上裝上橡膠腳墊,這樣才能防止印刷時的振動導致本體跟著一起移動。

橡膠腳墊
第三步
將噴嘴支撐座插入背面的孔中,再將原料條導管裝在背面的支撐座上。將導管固定在支撐座上時必須用力到可以聽到「喀嚓」聲為止才行。

導管的固定
再來再插上本體的電源線。電源線插頭連接時頗需要不少力氣的。

插上電源線
第四步
再將原料條裝到射嘴座上,並使原料條的前端插入導管中。

原料條的前端要插入導管中
至於Replicator的放置場所,正如前面說的,印刷中會產生振動,所以要將3D印表機放在與基礎很紮實的地面平行的場地上(譯註:作者會這麼說,是因為大部分的日式木造房屋都不是直接蓋在地面上,其地板是立在地面上的,一般的鋼筋水泥房屋是沒有這種問題的)。對於希望能將印刷精度提高到極致的人,說不定去買一個專用的固定盤會更好。
就想普通的紙張印刷機一樣,在印刷中還會聽到從外殼中傳來很大的聲響。而且它不像一般噴墨印表機,印刷一次的時間可是要好幾小時以上,所以如果放在沒有防止噪音的家庭內時,可能會被家人抱怨喔...。
初始設定
Replicator的初始設定是透過前面的液晶螢幕來執行。現在其韌體更新相當頻繁,只要有新的重大更新,韌體的項目名稱也會跟著改變。這次的解說內容,則是以7.0版的韌體為基準。
電源打開後,請選擇正面液晶螢幕的主選單上出現初始設定用的指令:「Utilities → Run Startup Script」。選好之後,就請按照輸出平台與噴嘴間隙設定→給塑膠射出機構用的原料條填充→測試列印的順序進行設定即可。

液晶螢幕(左)與右側的上下左右選擇件與確定的M按鈕
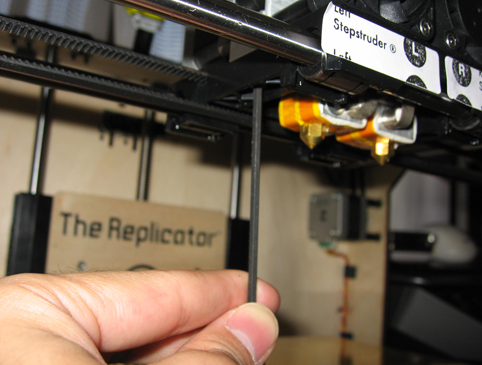
塑膠射出機構上的噴嘴前端與輸出平台之間的間隙之所以要設定,是因為噴嘴會在輸出平台的正中央與縱橫兩端的端點間(共五處)移動,這五處都必須要用配件中一起附贈的、厚度為0.12mm的MakerBot客服名片來測試是否是剛好可以通過的程度,如果間隙不夠的話,可以用輸出平台底面的四個旋鈕來調整。
間隙的設定非常重要!!
這個設定是影響印刷品質的最重要程序,千萬不可大意。由於每一台機器可能會有些許的差異,有的平台本身就不太平行,而是從中央往旁邊的方向上變形、有的是使用時塑膠射出機構的XY方向導桿彎曲了、甚至有的是不管怎麼調整四個旋鈕也很難將平台與噴嘴之間的間隙調整的很平均。而且,用來使平台往高度方向(Z)移動的齒輪也可能有齒隙,使得實際印刷之後,再去確認平台的高度時才發現已經和開始印刷時的高度不一樣了。也因此,恐怕還是得等到最後,一面看過印刷出來的狀態、一面再來調整吧。

印刷失敗品
如果這個間隙設定抓得不好的話,射出來的塑膠就無法緊密地於平台上成形,而會變成完全不成形的輸出品。
如果後來還要單獨設定這個部分的話,請在螢幕選單上選擇「Utilities → Level Build Plate」。
間隙設定好後,就要將原料條充填進去。在充填時必須要將塑膠射出機構加熱到220度才行。加熱完成後會有通知的嗶聲出現,此時將插入導管的原料條前端穿過塑膠射出機構上的灰色圓環,就能插入塑膠射出機構了。
此時原料條的前端用類似剪刀之類的工具斜斜地修成尖銳的樣子再放入射出機構就可以了。在插入原料條時稍微施一點力,塑膠射出機構內部的吸引機構就會將原料條吸入射出機構中了。

在塑膠射出機構中插入原料條
如果充填得好,塑膠就會從噴嘴中被擠出來,確認好後,就可以將前面的M字按鈕按下,就完成了原料條的充填。
塑膠射出來了!!
最後就是測試列印了。附贈的SD卡中也附有範例檔案,只要將SD插入插槽中,就會出現檔案的選擇畫面,就請大家選擇自己想要列印的檔案囉。當然,也可以選擇自己做的檔案資料。此外,也可以跳過這個測試列印步驟,等到後面自己做出了3D檔案,或是從網路上下載別人做出來的檔案再來列印就好了。

檔案選擇畫面
沒有留言:
張貼留言